Even in deep drilling with single-lip drills, both when boring and drilling, the trend is towards tools with indexable inserts. The range of advantages is wide compared to brazed tools; with improvements in bore quality and performance especially.
For holes with depths starting at about 20 x D, single-lip drills are clearly superior to other drilling tools. The gradients are lower, the surfaces of significantly better quality. These are important reasons why this type of tool is often also used for applications with less deep bores, but the highest quality requirements. Experts refer to this as “precision drilling.” The quality can be increased even further if single-lip drills with indexable inserts are used. This fact often remains unknown, because indexable inserts are not nearly as common in deep drilling as, for example, in milling, turning or short hole drilling.
“Single-lip drills with indexable inserts have both performance and quality benefits,” says Dr. Thomas Bruchhaus, tool expert at TBT Tiefbohrtechnik in Dettingen/Erms. “If only one of these aspects is important to the user, we recommend indexable inserts with single-lip drills. And this is happening more and more often, because the cost pressure and the demands on the quality of the cutters are constantly increasing.”
While the quality of the bore is of less importance than machining time for cooling or lubricating bores in the field of mold making or the automotive industry, the plastics industry, for example, attaches great importance to extremely smooth surfaces. Both requirements can be fulfilled very well by the insert-type single-lip drill.
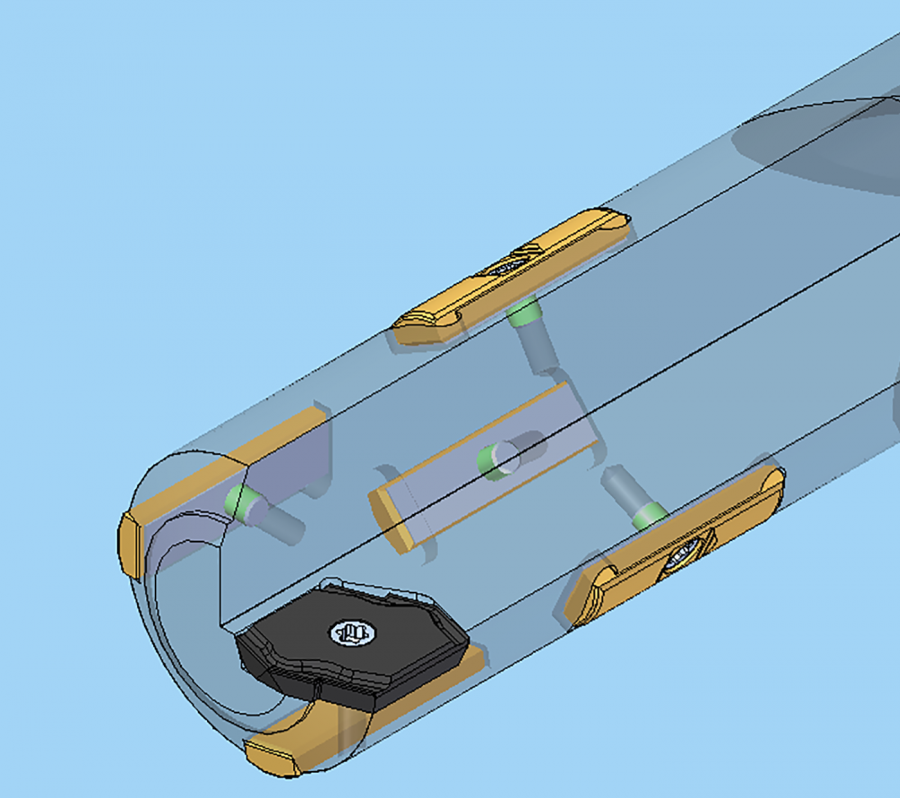
As a full-service provider for deep drilling, the Dettingen experts have continued to expand their tool range in recent years. Single-lip drills with indexable inserts for full boring are currently available from a diameter of 12 mm. With small diameters, there is no space to clamp the indexable inserts and guide strips; as such, these are still manufactured exclusively with brazed cutting edges. Drilling with single-lip drills is a less common type of machining; the tools are almost always made by TBT according to customer requirements.
“In the meantime, we have been able to make many comparisons between single-lip drills with indexable inserts and brazed cutting edges being used by our customers and subcontractors. The feed rates are always higher, sometimes by a factor of 2 to 3, and the surfaces are better,” continues Bruchhaus. In addition to the cutting edges, the guide rails also contribute to their high quality, as they have the last contact with the bore. The rails are also made of coated carbide and provide additional smoothing of the bore wall. In addition, it is possible to use underlays to finely adjust the diameter of the guide rails by hundredths.
The reason why indexable inserts cut better: unlike brazed blades, they have sintered chipformers that optimize chip formation. In conjunction with positive geometries, the cutting forces are reduced. Reserves are created to increase the feed rate or, with unchanged cutting data, to reduce the machine power. Sanding chipformers with brazed tools is only possible to a very limited extent and it is time-consuming. During the reconditioning of such cutting edges, the chipformers must be completely reground, so that a significant amount of material from the carbide cutting edges is lost and only a few regrinding cycles are possible at all.
For the special case of drilling, the use of single-lip drills with brazed cutting edges is often limited due to chip breakage problems, which has to do with the low depth of cut. Indexable inserts are different. The positive chipformer geometries produce the desired short chips even at low cutting depths, and this benefits the quality of the holes and process reliability. Furthermore, the combination of boring and drilling processes also offers great advantages in the production of stepped bores. If the machine power is too low to bore larger bore diameters, a drilling tool can be the solution. Other variants would be single-lip drills that combine boring and drilling in one tool. “For special shapes of this kind, the versions with indexable inserts are always ahead,” emphasizes the expert once again.
Finally, the “softer” arguments are convincing: Since tools with interchangeable blades do not have to be reground, they incur less running costs and are always available. Furthermore, many auxiliary and set-up times are reduced. In the case of wear, the machine operator does not need to take the complete tool out of the machine; the cutting edge can be changed on the machine. In addition, a brazed tool becomes shorter after regrinding, which may necessitate adjustments in the NC program. With indexable insert tools, on the other hand, the machine operator can continue working right away. Last but not least, the use of different carbide types and geometries makes targeted process adaptation possible, so that the user can ultimately get by with fewer tools and saves further costs.
Advantages of indexable insert single-lip drills
- increased productivity
- excellent surface qualities
- easy handling, small regrinding
- chipformer, carbide substrate and coating adaptable to process
- diameter adjustable
- over-drilling of cross holes possible
- improved chip breaking, especially for demanding materials
- drilling operations possible
- cost savings depending on number of holes
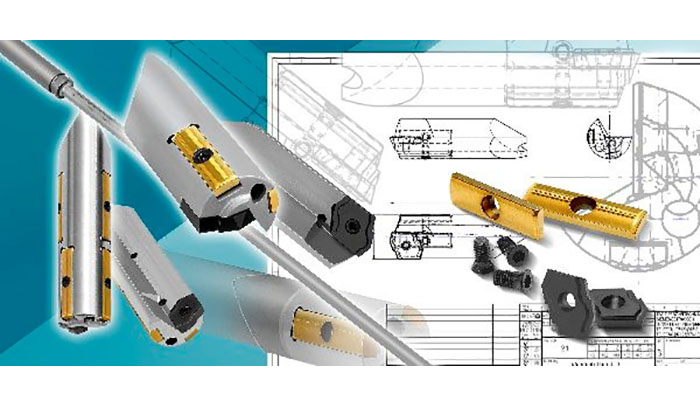
TBT supplies indexable insert single-lip drilling tools with diameters from 12 to 28 mm. For cross-drilling, there are also variants with a long head. Image: TBT