Dr.-Ing. Thomas Bruchhaus, Technologieentwickler bei der TBT Tiefbohrtechnik GmbH + Co., Dettingen/Erms: „Der Einsatz der Wendeschneidplatten-Einlippenbohrer im Werkzeug- und Formenbau ist ein erster Anfang, denn wir beobachten, wie gut sie im Vergleich zu den Werkzeugen des Wettbewerbs abschneiden. Ich bin mir sicher, dass es noch viele weitere Anwendungen gibt, in denen es einen konventionellen Tiefbohrer verdrängen wird.“
Professionelle Kommunikation und Verkauf sind eng miteinander verzahnt. Seit über 20 Jahren beraten wir als PR-Agentur Kunden im Bereich Maschinenbau, Werkzeugbau und Medizintechnik – national und international. PressCo. hält Kontakt zu den Journalisten von Fach-, Wirtschafts- und Regionalmedien, unterstützt Sie bei der Themenauswahl und schreibt Texte: Fachtexte für die Presse, Texte für Broschüren, Webseiten oder Mitarbeiterzeitungen. PressCo. sorgt für regelmäßige Veröffentlichungen und wir zeigen Ihnen, wie Sie Ihre Kunden kontinuierlich und optimal ansprechen können, komplexe Inhalte verständlich machen und wie Sie verkaufsstarke Kommunikation implementieren können. Ihr Vorteil: Ihr Image steigt, Sie gewinnen mehr Kunden.
PR Maschinenbau | Prozesssicher Überbohren | Unsere Artikel werden zu 100% veröffentlicht!
Werkzeug- und Formenbau: Heiß- und Kühlkanäle produktiv bohren und überbohren
Einen Namen hat sich die TBT Tiefbohrtechnik, der süddeutsche Spezialist für Tiefbohrmaschinen und -werkzeuge, bereits mit seinen Wendeschneidplatten-Einlippenbohrern im Werkzeug- und Formenbau gemacht. Viele Betriebe dieser Branche setzen die Werkzeuge zum Bohren von Kühl- und Heißkanälen ein. Besonders bewährt haben sich die TBT-Produkte beim Überbohren.
„Im Werkzeug- und Formenbau kommen üblicherweise gelötete Tiefbohrer zum Einsatz“, erklärt Technologieentwickler Dr.-Ing. Thomas Bruchhaus. „Als bewährter Stand der Technik gelten wegen ihrer höheren Leistungsfähigkeit gelötete Vollhartmetallwerkzeuge.“ Als Alternative entstanden bei der TBT Tiefbohrtechnik GmbH + Co. aus Dettingen/Erms Einlippenbohrer mit Wendeschneidplatten. Für sie spricht laut TBT, dass die Hartmetall-Verschleißteile – Wendeschneidplatte und Führungsleiste – sich austauschen lassen. „Für mich als Entwickler bieten sich hier im Vergleich zu den konventionellen Lösungen viele Möglichkeiten, konstruktiv einzugreifen“, sagt Dr. Bruchhaus. „Ich kann für spezielle Aufgabenstellungen wesentlich leichter leistungsfähigere Werkzeuge entwickeln.“
Besonders bewährt hat sich bereits der Einsatz im Werkzeug- und Formenbau, in dem sehr komplexe Bohrungen für Kühl- oder Heißkanäle anstehen. Hier ist hohe Präzision und Prozesssicherheit gefragt.
Die Bohrungen sollten weitestgehend exakt dem jeweiligen Bohrmuster entsprechen. Teilweise sei außerdem eine hohe Oberflächenqualität der Bohrungen gefragt. „Weil sich die Bohrungen überkreuzen, müssen komplexe Winkellagen überbohrt werden“, berichtet der Technologieentwickler. „Auf 100 Millimeter Bohrweg liegen die erlaubten Toleranzen im Bereich von 100 µm.“
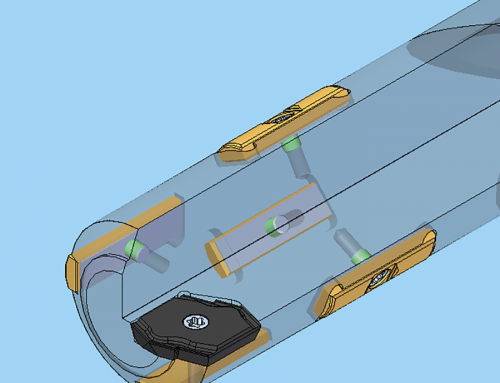
Für die Lösung sprechen auch die Werkzeugköpfe, die es in kurzen und langen Ausführungen gibt. Unter den Führungsleisten befinden sich Einstellblättchen, die in der Dicke variabel sind und mit denen sich die Abstützung der Werkzeuge auf die jeweilige Überbohrung einstellen lässt.
Doch wie sieht es mit den Mehrkosten aus? „Weil bei den Grundkörpern sehr aufwendige Konstruktionen zum Einsatz kommen, liegen die Anschaffungskosten über denen eines klassischen Einlippenbohrers“, erläutert Vertriebsmanager Martin Borrusch. „Doch der klassische Einlippenbohrer kann nicht beliebig oft nachgeschliffen werden und fällt daher irgendwann aus. Unsere Version lässt sich sehr oft mit Wendeschneidplatten neu bestücken, so dass seine Lebensdauer deutlich länger ausfällt.“ Alles in allem fällt der Einsatz auf längere Sicht kostengünstiger aus, weil der Einlippenbohrer mit Wendeschneidplatten produktiver ist. „Der Anwender kann mit höheren Vorschüben arbeiten, so dass er in der gleichen Zeit wesentlich mehr Teile bohren kann“, sagt Borrusch. „Der klassische Vollhartmetallkopf ist – auch mit Blick auf das spätere und häufige Nachschleifen – bei der Geometrie limitiert“, ergänzt Dr. Bruchhaus. „Die Wendeschneidplatte ist dagegen wesentlich komplexer ausgeformt – mit Spannformern und -brechern. Hier kann sich der Anwender im Prinzip die für ihn passende Platte aussuchen und dann etwa mit Hilfe eines positiv eingestellten Spanwinkels und eines angepassten Spanformers so einstellen, dass er damit sehr hohe Vorschübe realisieren kann. Während wir sonst bei einem klassischen Tiefbohrer von 35 bis 40 mm/min. sprechen, sind es beim Einsatz unserer Werkzeuge im Formenbau 80 bis 90 mm/min.“

Vertriebsmanager Martin Borrusch: „Der Anwender kann mit unseren Wendeschneidplatten-Einlippenbohrer mit höheren Vorschüben arbeiten, so dass er in der gleichen Zeit wesentlich mehr Teile bohren kann.“
Das zeigt auch ein Blick auf zwei typischen Anwendungsfälle: Der erste Kunde führte bei einem Bauteil aus vergütetem Werkzeugstahl (1.2738, 32 HRC) mit einem 800 mm langen TBT-Werkzeug (Ø 19 mm) auf einer Tiefbohrmaschine eine Bohrung mit 650 mm Tiefe durch. Die Standzeit erhöhte sich im Vergleich zum bisherigen konventionellen Einlippenbohrer (ELB) von 1,5 bis 2 m pro Nachschliff auf mindestens 6 m mit einer Scheide und gleichzeitiger Erhöhung des Vorschubes um gut 100%.
Seine Qualität beim Überbohren bewies ein TBT-Wendeplattenbohrer (Ø 15 mm, 2000 mm) bei einem anderen Anwender, der damit ein 800 mm tiefes Loch im 40° Winkel auf einem Tiefbohrwerk überbohrte. Es handelte sich ebenfalls um vergüteten Werkzeugstahl 1.2738, den das Unternehmen bisher mit einem Bohrvorschub von 40-50 mm/min. bearbeitete. Das Ziel des Kunde von 100 mm/min Vorschub konnte erreicht werden, zudem erwies sich das Werkzeug mit Wendeplatten auch als prozesssicher beim Überbohren, wo bisher nur klassische Einlippenbohrer verwendet werden konnten.
Dr. Bruchhaus: „Um diese komplexe Arbeitsaufgabe zu bewältigen, kam ein TBT-Wendeplattenbohrwerkzeug mit fünf Führungsleisten zum Einsatz. Wir haben die hinteren Leisten speziell auf diese Arbeitsaufgabe angepasst, so dass das Führungsverhalten des Werkzeugs – trotz einer sehr großen „freien Länge“ – diese Überbohrsituation problemlos bewältigt. Dies ist eine Besonderheit der TBT-Werkzeugen, die uns vom Wettbewerb unterscheidet.“
Während sich TBT mit derartigen Einsätzen im Formenbau bereits einen Namen gemacht, hat das Unternehmen nun weitere Branchen im Visier. „Der Einsatz der Wendeschneidplatten-Einlippenbohrer im Werkzeug- und Formenbau ist ein erster Anfang, denn wir beobachten, wie gut sie im Vergleich zu den Werkzeugen des Wettbewerbs abschneiden“, meint Dr. Bruchhaus. „Ich bin mir sicher, dass es noch viele weitere Anwendungen gibt, in denen es einen konventionellen Tiefbohrer verdrängen wird. Als ein lukratives Feld sehe ich den Einsatz in klassischen Bearbeitungszentren, mit denen sich ein sehr weites Anwendungsfeld erobern ließe.“
Technik im Detail: Pluspunkte des Wendeschneidplatten-Einlippenbohrers
Für das Werkzeug spricht im Vergleich etwa zum konventionellen gelöteten Bohrer die einfachere Handhabung, denn man kann die Wendeschneidplatten und Führungsleisten in der Maschine innerhalb weniger Minuten austauschen. Der Anwender muss es außerdem nicht nachschleifen und er benötigt daher keine Ersatzwerkzeuge. Ein weiteres Plus ist die deutlich höhere Produktivität. Der Kundennutzen ist hoch: Er kann auch sehr zeitkritische Aufträge annehmen und diese mit hoher Präzision just-in-time erfüllen. Unterm Strich sinken sogar die Gesamtkosten, denn es entfällt die Notwendigkeit zum Bereithalten von Ersatzwerkzeugen und die Anzahl an teuren Maschinenstunden reduziert sich deutlich.
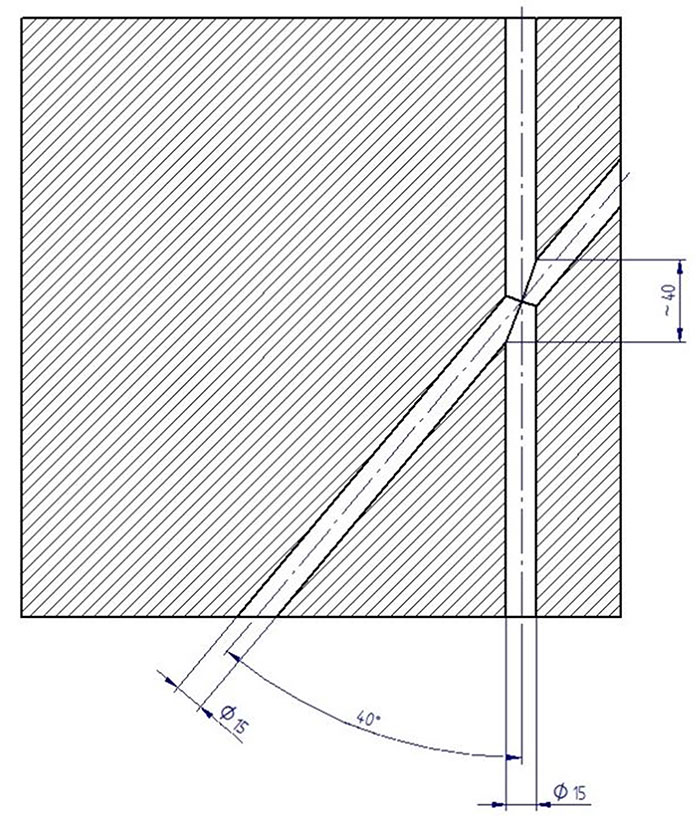
Seine Qualität beim Überbohren bewies ein TBT-Wendeplattenbohrer (Ø 15 mm, 2000 mm) beim Überbohren einer 800 mm tiefen Bohrung im 40° Winkel.
Bilder: TBT Tiefbohrtechnik GmbH + Co